
|
项目
型号
|
WX-A1-60
|
WX-A1-120
|
WX-A2-60
|
WX-B1-60
|
WX-B1-120
|
|
输入电压(v)
|
380V三相四线
|
|
输入功率(kw)
|
3.5
|
4.5
|
6
|
4.5
|
4.5
|
|
抛光轮规格(mm)
|
250*40*32(宽度可拼装)
|
|
导轮规格(mm)
|
230*80
|
230*100
|
230*120
|
|
抛光轮转速(r/min)
|
3000
|
|
导轮转速(r/min)
|
0-120(无级调速)
|
|
加工直径(mm)
|
1-120
|
50-180
|
1-120
|
1-120
|
50-180
|
|
加工效率(m/min)
|
0-8
|
|
表面粗糙度 (um)
|
Ra 0.02
|
|
湿式水循环除尘
|
可选
|
有
|
可选
|
|
干式风机除尘
|
可选
|
有
|
可选
|
|
机床总重量约(kg)
|
320
|
460
|
860
|
520
|
620
|
|
设备外形尺寸(m)
|
0.7*0.8*1.0
|
0.8*0.9*1.0
|
1.2*0.9*1.5
|
1.0*0.9*1.0
|
1.1*1.0*1.0
|

高质量圆管抛光机详细操作规程
1)操作者必须熟悉本设备的结构、性能、操作系统、传动系统、防护装置、润滑部位、电气等基本知识、使用方法;
2)上机操作前按规定戴好劳动防护用品,女工必须将头发压入工作帽内,切削时戴好防护眼镜及口罩;
3)开车前检查各操纵及按钮位置、各传动部位和防护罩、限位装置应牢固可靠、千叶轮及橡胶轮是否牢固可靠、电气保护接零是否可靠等,按规定部位和油量进行班前润滑加油;

4)高质量圆管抛光机检查和加油后,操作者开车低速空转3~5min,检查机床运行有无异常声响,各部位润滑情况,润滑油位情况,操纵手柄及按钮是否灵敏,安装在导轨上的限位装置,运动是否正常可靠;
5)加工操作时精神要集中,严禁和他人谈话,严禁自动走刀离岗,严禁在防护罩上摆放任何物品,严禁拆除防护罩打磨工件。不准随意拆除限位装置,不准在导轨及工作台上放置多余物品,不准私装多余装置,离开机床时必须停车,时间长时应关闭电源;
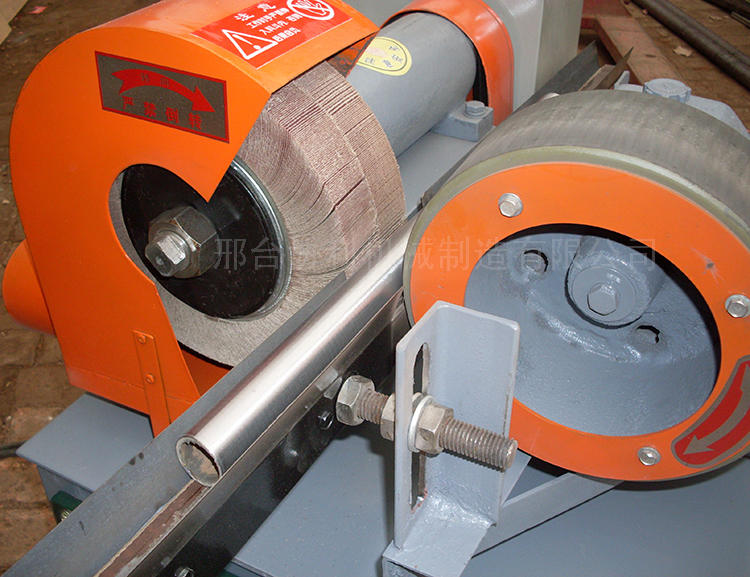
6)装卡千叶轮以及橡胶轮应牢固可靠,并随时注意有无松动;
7)装卡千叶轮后,应拧紧防护罩上的螺栓;
8)工作中操作者的头部不允许过于靠近防护罩观察加工情况,安全距离大于200mm;
9)应根据工件和千叶轮的外形尺寸,选择适当的进给速度及进给量,严禁快速进给。开始加工工件时,以每次导向轮、工件、千叶轮三者刚接触时的位置为零位,继续摇动手柄,保证径向进给量约为1mm,抛光机操作规程严禁进给量过大,确保千叶轮过渡磨损;
10)加工不同材质的工件,导向轮选择不同的转速,加工不锈钢件时,应选择“36”字样的速度;加工渗锌件时,应选择“43”字样的速度;粗抛可调高速度,精抛应相应降低速度;

11)工作时,操作者必须站在千叶轮抛光方向侧面,防止千叶轮脱落伤人;工作时,工件在导向轮的作用下停止向前移动,严禁直接用手推动工件;观测工件时,必须先停车,再观测工件;需重复抛光工件时,必须先退刀,使工件脱离千叶轮而又不接触橡胶轮,轻推工件与限位装置一起至开始位置;清理抛光脏物时,一定要用专用工具,加工时抛光脏物堆积过多,应及时停车清理,严禁在机床工作中清理抛光脏物; 装卡过程中,必须先停车,直到千叶轮及橡胶轮的速度为零时,工件方可从平行于导轨方向装卡入限位装置,并用拉伸弹簧固定限位装置,保证工件在抛光中不脱离限位装置;
12)机床发生故障或有异常声响时,应及时停车检查和处理。无法处理时,及时报维修人员处理,处理后填写设备日常维修记录。所有电气故障严禁操作者处理;
13)加工结束或下班后,应按照保养要求清理脏物,彻底擦拭设备、导轨、工作台。涂油保养,填写设备运转台时记录;
14)保养内容:彻底擦拭设备,彻底清理抛光脏物,检查润滑油和杂质沉淀情况。

|







